




Pierwsza generacja serii QUATTRO powstała 20 lat temu, aktualnie produkowana jest już trzecia generacja charakteryzująca się wydłużonym łożem oraz prowadnicami ślizgowymi na osiach X1, X2, X3. Kinematyka oraz rozwiązania konstrukcyjne zastosowane w serii QUATTRO T3 plasują je w segmencie maszyn wysokowydajnych zdolnych do precyzyjnej obróbki trudno skrawalnych materiałów. Sztywna konstrukcja oparta na pochylonym pod kątem 30o żeliwnym łożu skośnym, szlifowanych i hartowanych prowadnicach ślizgowych osi X1,X2 i X3 zapewnia wydłużoną trwałość narzędzi skrawających, poprzez minimalizację negatywnego efektu mikro drgań.
Trzy współpracują ze sobą głowice zapewniają odpowiednią liczbę narzędzi konieczną do wykonania nawet najbardziej skomplikowanych detali. Obrobione detale automatycznie odbierane i transportowane, co detalu dodatkowo przyśpiesza proces eliminując do minimum czas jałowy
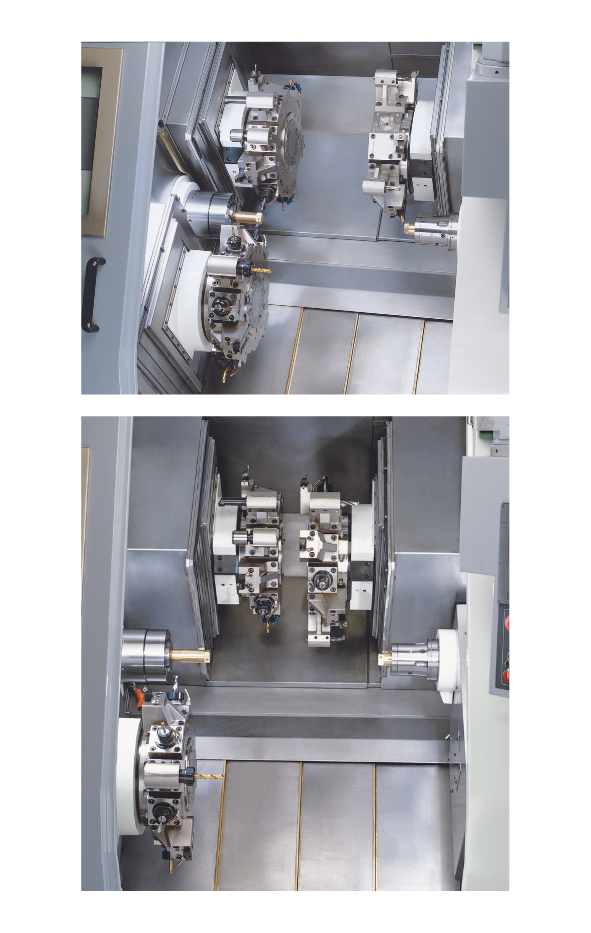

Głowice narzędziowe
w skała zespołu trzech niezależnych głowic narzędziowych wchodzą:
· Górna Lewa Głowica do prazy z wrzecionem głównym,
· Górna Prawa Głowica do pracy z wrzecionem przechwytującym
· Dolna Głowica do pracy zarówno z wrzecionem głównym jak i przechwytującym.
Każda z głowic posiada po 12 gniazd narzędziowych, z których każde może być napędzane. Czas indeksacji głowicy o jedno gniazdo wynosi 0,15sekundy. Czas jest uzyskany poprzez sterowanie silnikiem FANUC’a oraz systemem dwukierunkowej indeksacji bez ruchu odblokowania tarczy narzędziowej. Sprzęgło Hirth’a znajduje się wewnątrz głowicy i jego ruch odsprzęgający nie wpływa na tarczę rewolweru.
Narzędzia napędzane są dostępne na wszystkich gniazdach każdej z głowic (obraca się jedynie narzędzie robocze). W standardzie jest funkcja sztywnego gwintowania gwintów lewych i prawych.
Oś C z hamulcem tarczowym
Zarówno wrzeciono główne jak i przechwytujące są wyposażone w osie C z hamulcem tarczowym. Odpowiednie interpolacje umożliwiają frezowanie kształtów z wykorzystaniem równoczesnego ruchu osi X, Z, C, Y
Wrzeciono główne
Niewymagający konserwacji samosmarujący się nabój wrzeciona głównego ułożyskowany jest na, wstępnie napinanych trzech zestawach precyzyjnych łożysk skośnych oraz tylnego łożyska wałeczkowego
Z wrzecionem współpracuje wbudowana tuleja zaciągową z cylindrem i reduktorem ciśnienia do regulacji siły zacisku uchwytu oraz wyłącznikami bezpieczeństwa i układ odprowadzania chłodziwa.
Wrzecion przechwytujące
Przejazd wrzeciona przechwytującego w osi B odbywa się na prowadnicach tocznych, podczas gdy przejazd poprzeczny jest sterowany i trzymany za pomocą siłownika hydraulicznego z mechanicznymi szlifowanymi zderzakami na końcach skoku siłownika.
Niewymagający konserwacji samosmarujący się nabój wrzeciona przechwytującego ułożyskowany jest na, wstępnie napinanych trzech zestawach precyzyjnych łożysk skośnych oraz tylnego łożyska wałeczkowego.
Z wrzecionem współpracuje wbudowana tuleja zaciągową z cylindrem i reduktorem ciśnienia do regulacji siły zacisku uchwytu oraz wyłącznikami bezpieczeństwa i układ odprowadzania chłodziwa
Ponadto wrzeciono przechwytujące wyposażony jest w:
· System synchronizacji obrotów i położenia kątowego względem wrzeciona głównego.
· Monitoring obciążenia osi B w czasie operacji przechwytu.
· Pneumatyczny wypychacz detalu wyposażony w detekcję wypchnięcia detalu.
· Wewnętrzny nadmuch do czyszczenia szczęk uchwytu.


Interfejs do podajnika pręta
Układ wejść wyjść sygnałowych zakończony 24-pinowym gniazdem pozwala na podłączenie dowolnego typu podajnika pręta.
Odbiornik detali z transporterem
Odbiór detali może odbywać się zarówno z wrzeciona głównego jak i przechwytującego i następuje za pomocą pneumatycznego chwytaka odkładającego detale na taśmociąg z regulacją prędkości. Dodatkowy taśmociąg transportuje detal na zewnątrz maszyny.
Zarówno Oś Z łapy odbierającej detal, jaki i jej wszystkie funkcje są w pełni programowalne na kanale czwartym sterownika FANUC’a. Wszycie pracy odbiornika detali do sterowania maszyny umożliwia zoptymalizować czas odbioru detalu realizując w międzyczasie inne operacje maszyny, typu podanie detalu.
Transporter wiórów z zbiornikiem chłodziwa
Zawiasowy transporter wiórów jest wyposażony w system filtracji do 500µ. Grube i wstęgowe wióry są skutecznie usuwane przez przenośnik taśmowy. Drobne i małe wióry osadzają się na górnej powierzchni skrzyń filtrujących. Wióry gromadzące się na filtrach oraz na dnie zbiornika chłodziwa są usuwane za pomocą szczotek zgarniających zamontowanych na taśmach. W Zbiorniku płynu chłodniczego znajduje się czujnik oraz wskaźnik poziomu chłodziwa. W przypadku krytycznego spadku poziomu chłodziwa w bezpiecznym momencie następuje zatrzymanie maszyny.
Chłodziwo do maszyny podają dwie pompy o ciśnienia każdej 7 bar wyposażone w filtry siatkowe 90µ wielokrotnego użytku.
|
|
|
B446 T3 |
B465 T3 |
|
Maks. średnica pręta |
mm |
51 |
70 |
|
Maks. średnica toczenia |
mm |
230 |
230 |
|
Przesuw osi Y |
mm |
90 |
90 |
|
Główne wrzeciono: Maks. prędkość |
obr/min |
5000 |
4000 |
|
Moc silnika (50%) |
kW |
15 |
26 |
|
Przeciwwrzeciono: Maks. prędkość |
obr/min |
5000 |
5000 |
|
Moc silnika (50%) |
kW |
11 |
11 |
|
Ilość narzędzi |
|
12x3 |
12x3 |
|
Ilość napędzanych narzędzi |
|
12x3 |
12x3 |
|
Prędkość napędzanych narzędzi |
obr/min |
4000 |
4000 |
|
Moc napędzanych narzędzi |
kW |
3,7 |
3,7 |
|
Waga maszyny z przenośnikiem wiórów |
kg |
8200 |
8400 |
|
Wymiary |
cm |
453x211x220 |
453x211x220 |


